Hubzündung
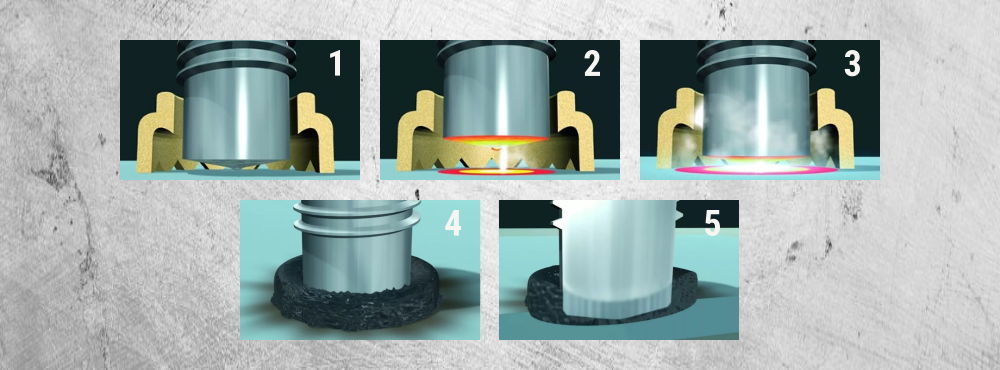
Das Hubzündungsbolzenschweißen wird in erster Linie für Bolzendurchmesser von 3 bis 25 mm und einer Schweißzeit von 100 bis 1500 ms verwendet.
Bei Bolzen über 12 mm Durchmesser empfiehlt sich das Hubzündungsverfahren mit Keramikring. Ist das erforderlich, die Schmelzbäder vor atmosphärischen Einflüssen zu schützen, verwendet man Schutzgas. Eingesetzt wird diese Verfahrensvariante auch bei automatisieren Anwendungen.
Anwendungsbereiche sind: Stahlbau, Maschinen- /Schiffbau, Fahrzeugbau, Hoch-/Tiefbau.
zum Verfahren der Hubzündung
