Hubzündung - Verfahren
Verfahrensablauf mit Keramikring
- Verbinden von bolzenförmigen Schweißelementen mit dem Durchmesser 2 - 25 mm (M24) auf dicke Stahlbleche ab 2 mm. Stahl (unlegiert und legiert).
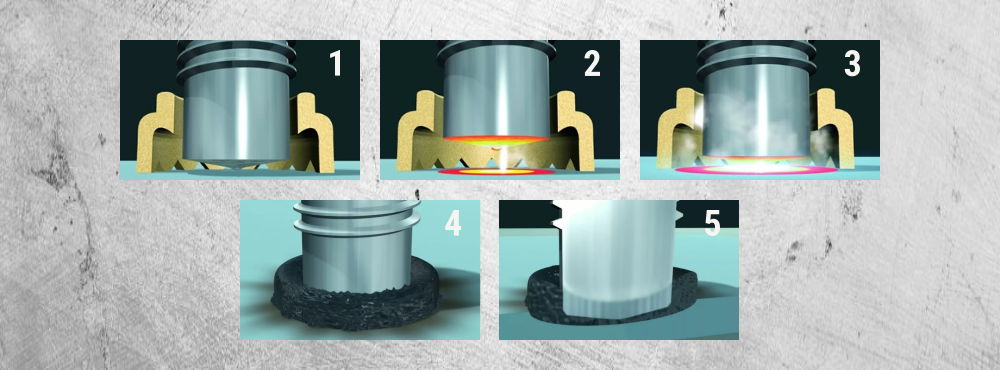
- Der Bolzen wird abgehoben und ein Hilfslichtbogen (Pilotlichtbogen) mit geringer Stromstärke wird zwischen Bolzenspitze und Werkstück gezündet.
- Anschließend erfolgt die Zündung des Hauptlichtbogens. Bolzen und Werkstück werden angeschmolzen. Der Bolzen wird zum Werkstück bewegt, beide Schmelzzonen vereinigen sich.
- Die Schmelzzonen erstarren. Der kurze und saubere Schweißvorgang erfordert keine Nachbearbeitung.
- Das Ergebnis ist eine gleichmäßige Verbindung von sehr hoher Festigkeit, die über der des Grundwerkstoffes und des Bolzens liegt.